
Кадаматеријал за уливникАко се пластика произведена бризгањем пластике загреје једном, то ће изазвати физичка оштећења услед пластификације. Загревањем са нормалне на високу температуру, бризгањем пластике, материјал за ливење се враћа са високе температуре на нормалну температуру. Физичка својства почињу да се мењају. Генерално говорећи, потребно је 2-3 сата да физичка својства достигну потпуно 100% уништење након једне пластификације. Непосредна опрема за дробљење и рециклажу подразумева да се пластични материјал за ливење на високој температури одмах извади у машину за дробљење, транспорт и просејавање праха, а затим се одмах користи у року од 30 секунди у одређеном односу.
Карактеристике пластичних материјала за уливке
У данашњем добу, пословна конкуренција је жестока. Ефикасно управљање и рутински висок повраћај профита су циљеви којима тежи сваки власник предузећа. А „смањење трошкова и побољшање квалитета“ је једини начин за постизање одрживог пословања. Највећи терет трошкова у индустрији производње пластике је дугорочна куповина пластичних материјала. Под претпоставком да сви купују по истој цени, како онда максимизирати њене маргиналне користи може смањити трошкове и побољшати конкурентност. Сви то знају. Питање је како то учинити?
Једноставно речено:У процесу производње пластике, може смањити стопу неисправности, повећати производњу, ефикасно рециклирати неисправне производе без утицаја на њихов квалитет и постићи ниску емисију угљеника, заштиту животне средине и уштеду енергије, а ове операције се могу аутоматски обавити, чиме постаје идеално.
Производња материјала за ливење има четири карактеристике:регуларност, сигурност, време и квантификација.
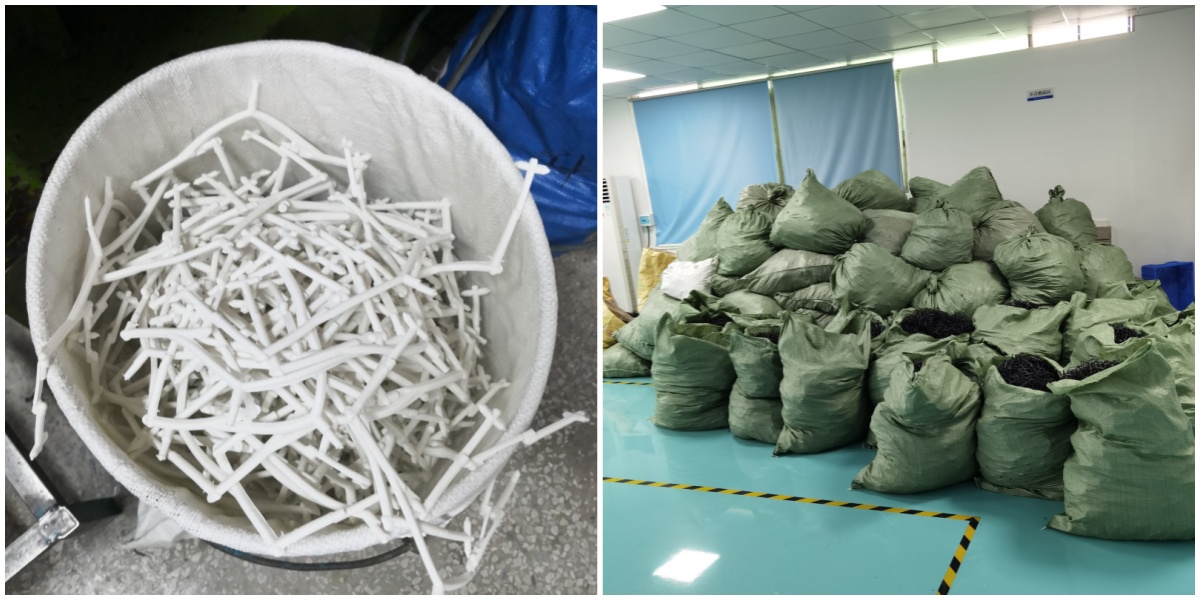
Када се производи, генерално треба да буде чист и сув; није загађен и не упија влагу, тако да има услове за тренутну рециклажу, односно настала је тренутна рециклажа термопластичних пластичних материјала за ливење.
1. Карактеристике непосредне рециклаже пластичних материјала за ливење
1.1. Четири елемента за тренутну рециклажу материјала за уливке
1) Очистите:Контаминирани предмети се не могу одмах рециклирати. Генерално говорећи, када се генерише материјал за уливке, најчистије је одмах га рециклирати.
2) Сушење:Када се материјал за уливке извади, одмах се ставља у рекуперацију да буде врућ и сув.
3) Фиксни однос:
Материјал за уливке је 100% рециклиран и убацује се један по један. Наравно, пропорције сваког калупа су исте.
Ако се рециклира 50% материјала уливника, материјал уливника ће одмах бити здробљен. Аутоматски уређај за опоравак има селекторски вентил за регулацију.
4) Просејавање праха:Када фина прашина уђе у високотемпературни шраф, она ће се угљенисати и карбонизовати, што ће утицати на физичка својства, боју и сјај, па се мора уклонити.
1.2. Дијаграм тока за тренутно дробљење и рециклажу пластичних материјала за уливке:Усецкање и рециклажа
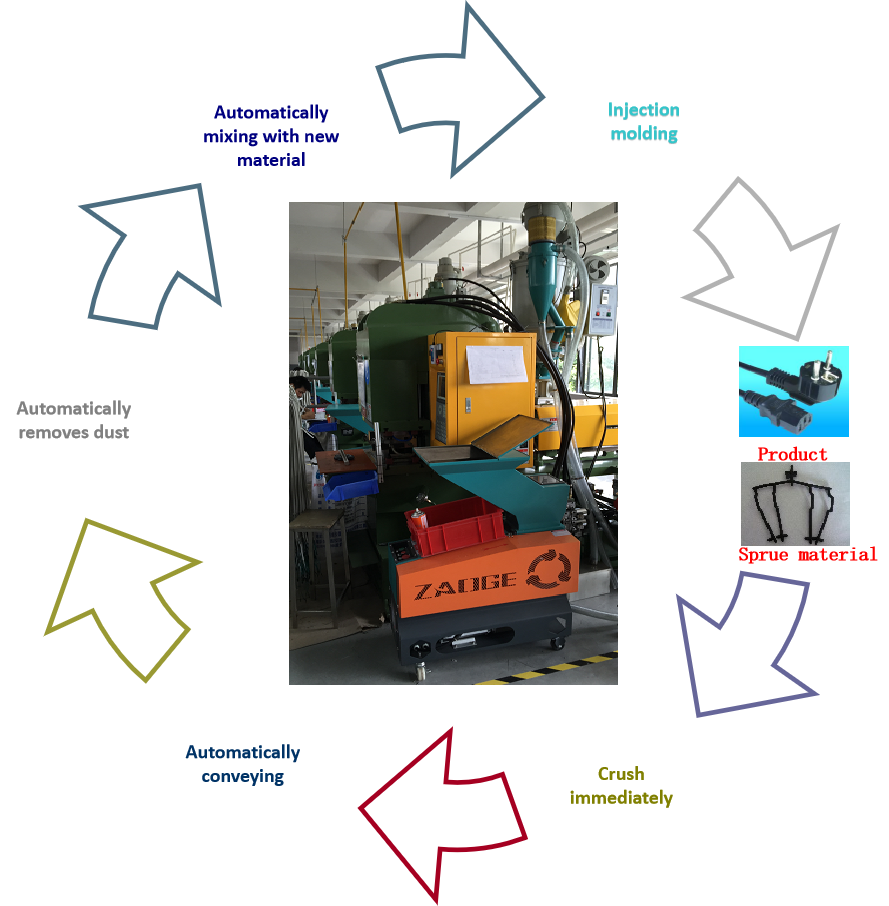
Пластични материјал за ливење се одмах дроби и рециклира у року од 30 секунди, тако да материјал за ливење неће бити загађен оксидацијом и влажењем (апсорпција водене паре из ваздуха), што ће проузроковати оштећење физичких својстава пластике - чврстоће, напрезања, боје и сјаја, чиме се побољшава квалитет обликованог производа. Квалитет; то је главна вредност овог „Опрема за хитну рециклажу„. И може смањити отпад и губитак пластике, радне снаге, управљања, складиштења и материјала за куповину. Смањити трошкове и побољшати квалитет како би се осигурало одрживо пословање.“
ЗАОГЕ дробилица пластикеза индустрију бризгања и екструзије пластике, машину за дување, термоформер.
Време објаве: 05. мај 2024.







